


咨询电话:15927358077
企业邮箱:jinmilaser@163.com
公司名称:武汉金密激光技术有限公司
公司地址:武汉市东湖新技术开发区关山大道111号
发布时间:2023-02-13 09:55:52 浏览次数:次
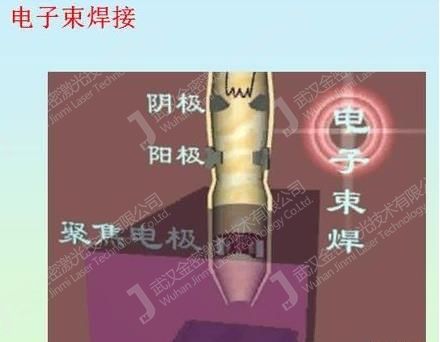
电子束焊是指利用加速和聚焦的电子束轰击置于真空或非真空中的焊接面,使被焊工件熔化实现焊接。真空电子束焊是应用最广的电子束焊。
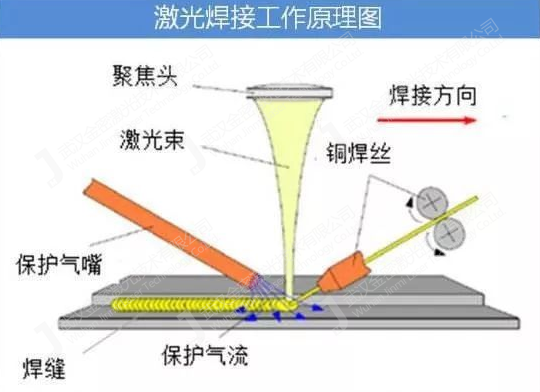
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。
1.点焊机真空电子束焊可获得比激光焊更高的功率密度。
2.真空电子束焊一次焊透的深度以及焊缝的深度比都比激光焊大。加速电压为150Kv的电子束焊机焊不锈钢,此时熔深可达80mm深宽比可达50:1。
3.真空电子束焊特别适宜于活泼金属、高纯金属以及铝合金、铜合金等。高真空中没有气体污染,并能使析出的气体迅速从焊缝中溢出,提高率焊缝金属的纯度,提高了接头质量。
4.真空电子束焊的相对不足之处是被焊金属工件的大小受真空室尺寸的限制,需要抽真空,效率低。
5.激光焊接时,不需要进行X射线屏蔽,不需要真空室,观察及焊缝对中方便。
6.点焊机脉冲激光焊接在微细零件的点焊、缝焊方面具有特别的优势。
7.激光焊接可通过透明介质对密封容器内的工件进行焊接,YAG激光可用纤传输,可达性好。
8.激光束不受磁场影响,特别适宜于磁性材料的焊接。
9.激光焊的相对不足之处是导电性好的材料,如铝、铜等对其反射率高,施焊比较困难。
| 激光焊 | 电子束焊 | |
| 原理 | 高能光束照射工件,使接缝熔融形成焊缝。 | 高能电子束轰击工件,使接缝熔融形成焊缝 。 |
| 设备投资 | 一般激光焊接设备一次性投资略高于电子束。 | 电子束焊设备一次性投资高于其它焊接设备,略低于激光焊接,价格约40-50万元。 |
| 生产效率 | 以焊接直径φ60为例, 15秒/件。 |
以焊接直径φ 60为例,60秒/件。 |
| 变形量 | 小 | 小 |
| 对中要求 | 士0.2mm | 士0.05mm |
| 使用总功率 | 高 | 较高 |
| 表面开头缺陷 | 细流线 | 背面皱纹 |
| 焊接深宽比 | 5: 1 | 10: 1 |
| 相同焊接深度时的结合力 | 高 | 较高 |
| 活性金属 焊接 |
需在带光学元件的密封焊接室内焊接。 | 高真空 电子束适合于活性金属焊接。 |
| 焊接缺陷 | 较小,激光焊对焊缝有纯化作用。 | 与激光焊相比易产生夹杂.出现焊接缺陷。 |
| 工夹具的要求 | 无 | 对工夹具需进行去磁处理。 |
| X射线 | 无 | 产生X射线需进行保护。 |
| 易损件 | 镜片 | 真空泵、密封圈 |
| 性能比 | 焊接效率高,不需要抽真空,焊每焊接一个齿轮,焊接速度通常为2.2m/min以上,通常焊接一个齿轮的时间大约为6-10秒钟。 | 每焊接一个齿轮,需逐一抽真空,焊接效率低,焊接一 个齿轮通常需要60秒钟以上。 |
| 焊接质量好,热变形极小,成品率高。 | 焊接质量稍差于激光焊接,热变形也较激光焊接大。 | |
| 多可全天侯进行焊接,不受环境影响。 | 焊接时受环境影响,尤其在潮湿、多雨以及雷雨季节对电子束的焊接质量影响较大。如工作地点受强磁场影响,就不能进行有效的焊接。 | |
| 操作简单,焊接过程直观。 | 焊接过程不直观。 | |
| 应用范围 | 在汽车、轨道客车、机械电子、管板焊接、医疗器械等领域应用广范。 | 在航空航天、大厚件的发电、石化、造船领域等应用广泛,近年在汽车制造领域也有应用。 |
关键词:真空电子束焊接,真空激光焊接
上一篇:激光封焊机可以封镀镍产品吗?
