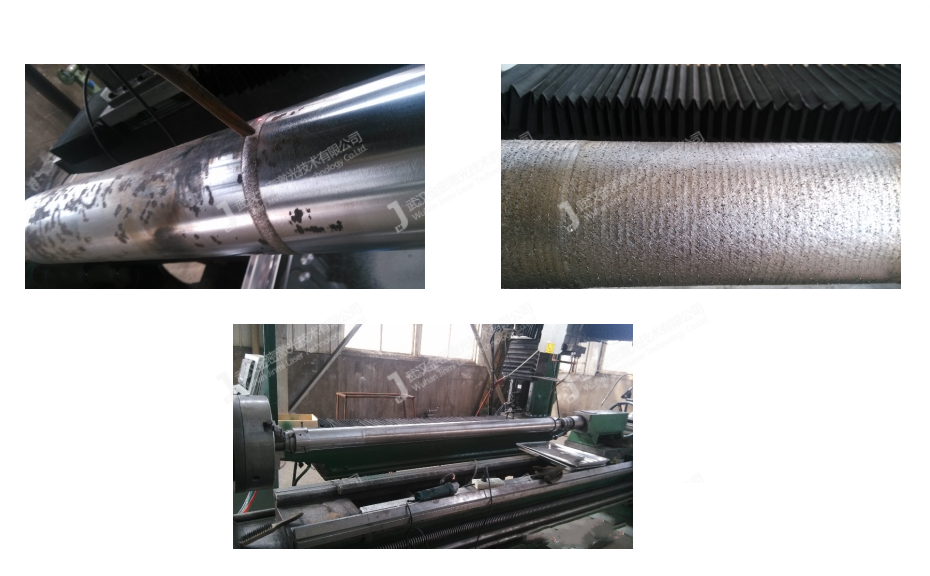
以煤矿用单体液压立柱为例:
工件情况:
1)立柱外径:Φ96mm;
2)需要熔覆长度:1000mm;
3)壁厚:7mm;
4)立柱表面有破损的电镀Cr层,厚度0.10mm;
熔覆目标:
1)熔覆厚度单边0.8mm;
2)熔覆变形量<0.15m;
主要工艺参数:
1)激光器功率:3500~3800W;离焦量:0mm;
2)光斑尺寸:2×10mm;
3)线速度:10mm/s;
4)送粉量:40g/min;粉末:Fe55;粒径:80~200目;
5)搭接量:50%;
6)管内通水冷却:熔覆温升<50℃;
单体液压立柱修复流程:
1、工件检测及预加工
首先检测立柱表面原有电镀层破损情况,确定熔覆区域,其次检测立柱长度方向上的变形情况(采用目视及百分表检测),若原始变形量(跳度)>0.2mm,则要进行校正处理(可采用四柱压力机配合激光笔进行校正),再次,去除立柱表面熔覆区域原有的电镀层,采用车床进行去除电镀层,并视具体变形量进行车削,圆跳度<0.05mm。
2、熔覆前准备
1)车削后的立柱通过专用工装装夹到旋转设备上,并对立柱表面熔覆区域进行除锈、除油;
2)粉末烘干待用;
3)熔覆前对激光器镜头进行擦拭(采用脱脂棉配合酒精)。
3、激光熔覆
1)根据工艺方案,通过三轴运动设备及旋转设备共同设置熔覆的扫描速度、搭接量及其它参数的编程;
2)根据工艺方案,通过三轴运动设备及工件位置共同设置熔覆的离焦量、光斑位置;
2)采用预制送粉方式,调节送粉器送粉量达到预定熔覆厚度(目视及送粉器度数相配合);
3)调节激光器控制柜,设定激光熔覆功率;
4)立柱内部通入循环水冷却,开始进行激光熔覆。
单体液压立柱修复流程:
4、熔覆后处理
熔覆后的立柱,由于熔覆表面粗糙度过大,需要精加工。采用外圆磨床进行最后的磨削终处理,一方面达到表面粗糙度要求,另一方面恢复原始尺寸。最后,修复好的立柱进行组装、打压等测试后交付客户。
立柱激光熔覆注意事项
1)熔覆厚度观察。可能由于粉末受潮、粒径不均匀或送粉器的磨损、松动等因素影响,可能在熔覆过程中,送粉末发生明显的变化,导致熔覆厚度不均匀;
在熔覆过程中,要佩戴专用眼镜多观察熔覆厚度的变化及送粉管送粉的均匀性;
2)熔覆温度测量,由于在熔覆过程中,立柱内腔通水冷却,目的是降低热量累计引起的变形,使用测温枪在立柱轴向方向测量光斑后20~30mm处温度(<50℃);
激光熔覆应用案例
液压立柱修复