激光焊接的主要特点就是由于激光经过聚焦后,能量高度集中,使得被焊接材料在经过激光束照射的瞬间汽化,而后在激光束移开的瞬间又重新凝固。
这样的材料瞬间汽化后又瞬间凝固的状态,可以很好的减小热量输入,热影响区非常小。材料焊接后的热应力也可以降到最低。但是同样因为整个焊接过程都是瞬间完成,所以激光焊接也会产生其他问题。比较普遍的缺陷主要包括:气孔,裂纹,夹杂物,结晶断口。另外,缩孔,塌陷,表面不均匀等现象在激光焊接中也比较常见。
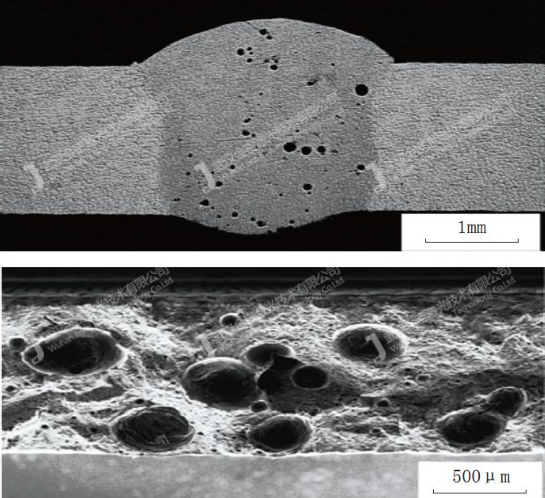
气孔:
在激光焊接过程中,由于合金材料中熔点较低的成分过烧,或者汽化金属等离子体溶解太多气体(包括焊缝间隙中的气体,焊点周围空气,以及保护气等),在迅速降温凝固过程中这些气体析出,但是又不能快速从熔池中跑出来,于是就在熔池的凝固过程中形成细小气泡。过多的气孔会导致焊接部位强度变差或者开裂。除了增加材料密度,增加焊点受热时间也可以减少气孔的产生。
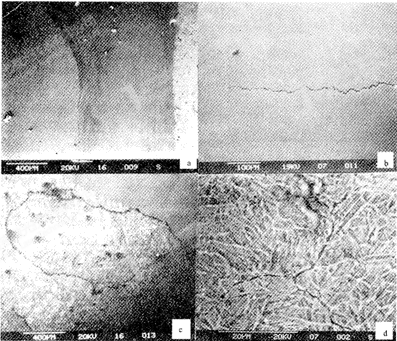
裂纹:激光焊接中较常见的缺陷,也是最致命的缺陷。裂纹的产生主要是由熔池快速凝固过程中金属材料产生的相变和收缩应力产生的。由于激光焊接过程中,熔池温度一般都超过材料汽化温度,这会引起金属结晶的相变,最终导致
熔池凝固后与周边材料的硬度,韧性等产生差异而开裂。同时由于熔池的快速凝固,熔池内外的收缩应力也会有较大差异,并导致开裂。实际生产中,维持激光焊接后焊点部位的一定高温,能够改善裂纹的产生。
夹杂物:
夹质也是引起焊接不良的一个重要原因。过多的杂质会增加气孔和裂纹的产生。不光材料表面的污染物会形成杂质,一些合金的析出物也会形成焊点内的杂质。因此要避免焊接时产生过多杂质的话,除了保证材料表面的清洁,在焊接不同种材料时,我们还要选用相融性较好的材料。